Руководства на все автомобили
1. Общие данные
2. Двигатель
2.1 Возможные неисправности, их причины и методы устранения
2.2 Снятие и установка силового агрегата
2.3 Разборка и сборка силового агрегата
2.4 Разборка двигателя
2.5 Сборка двигателя
2.6 Обкатка двигателя после ремонта
2.7 Проверка двигателя на автомобиле после ремонта
2.8. Блок цилиндров
2.9. Шатунно-поршневая группа
2.10. Коленчатый вал и маховик
2.11. Головка цилиндров
2.11.1 Головка цилиндров
2.11.2 Особенности устройства
2.11.3 Регулировка зазоров в механизме привода клапанов
2.11.4 Снятие и установка головки цилиндров на автомобиле
2.11.5 Разборка и сборка головки цилиндров
2.11.6 Проверка технического состояния и ремонт
2.12. Распределительный вал и его привод
2.13. Система смазки
2.14. Система охлаждения
2.15. Система питания
3. Трансмиссия
4. Ходовая часть
5. Рулевое управление
6. Тормозная система
7. Электрооборудование
8. Кузов
9. Автомобили ВАЗ-2115-01, ВАЗ-2114-20
10. Приложения
Ссылки на другие сайты
Автомобиль ВАЗ 2115 (Самара 2)Все автомобили » ВАЗ 2115 (Самара 2) . 2.11.3 Регулировка зазоров в механизме привода клапанов2.11.2. Регулировка зазоров в механизме привода клапанов
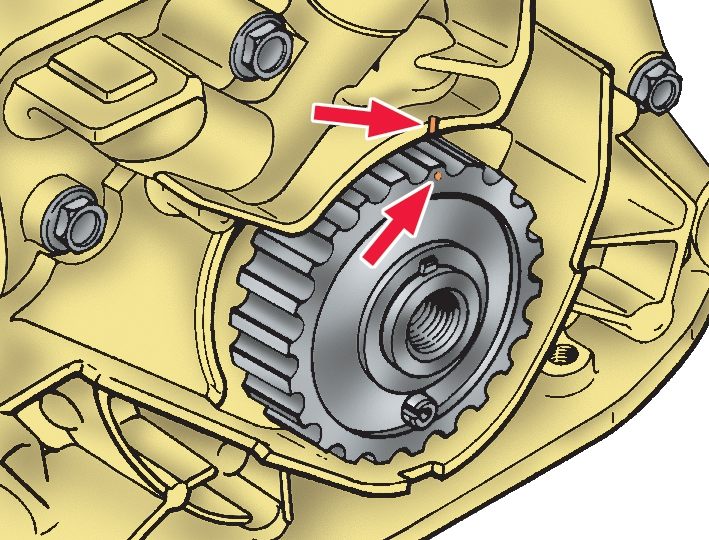
– поверните коленчатый вал до совмещения установочных меток на шкиве и задней крышке зубчатого ремня (см. рис. 2.25), а затем доверните его еще на 40–50° (2,5–3 зуба на шкиве распределительного вала). При этом в первом цилиндре будет фаза сгорания;
– проверьте набором щупов зазоры у 1-го и 3-го кулачков распределительного вала;
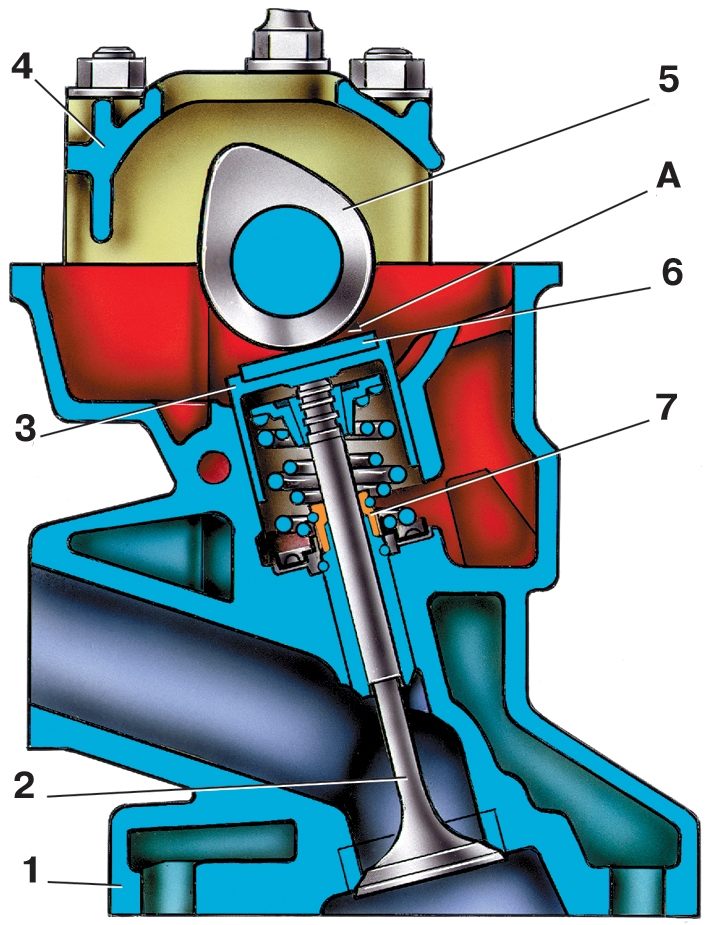
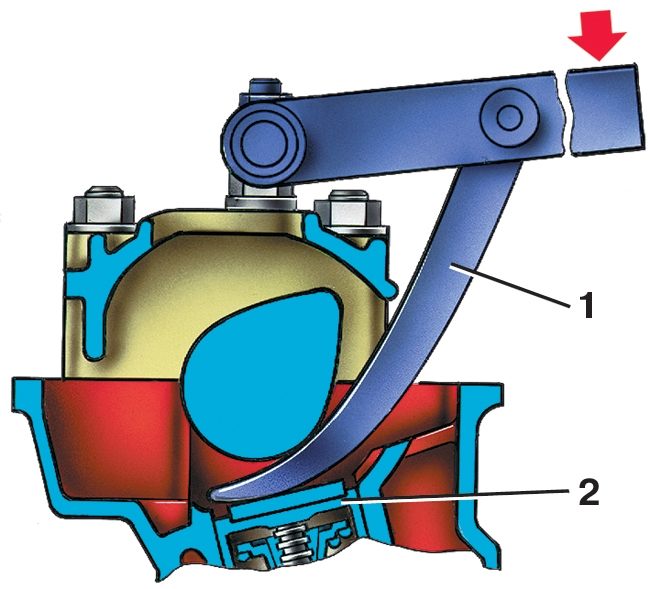
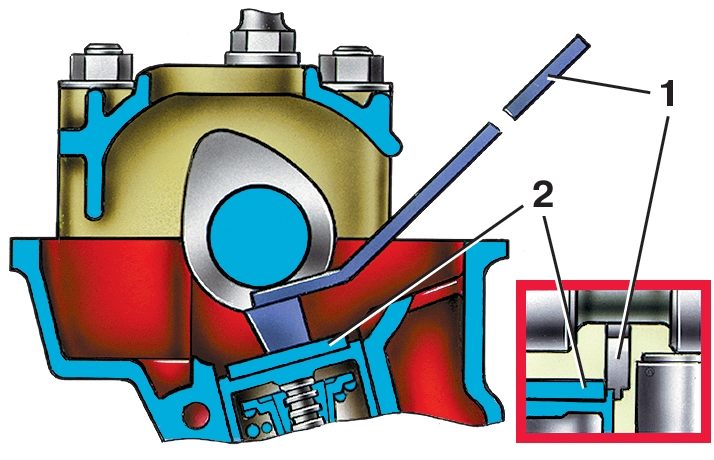
– если зазор отличается от нормы, то приспособлением 67.7800.9503 (рис. 2.47) утопите толкатель и зафиксируйте его в нижнем положении, установив между краем толкателя и распределительным валом фиксатор 67.7800.9504 (рис. 2.48); – приспособлением 67.7800.9505 удалите регулировочную шайбу и микрометром измерьте ее толщину; – определите толщину новой шайбы по формуле: Н = В + (А — С), где А — замеренный зазор, мм; В — толщина снятой шайбы, мм; С — номинальный зазор, мм; Н — толщина новой шайбы, мм. Пример. Допустим А=0,26 мм; В=3,75 мм; С=0,2 мм (для впускного клапана), тогда: Н = 3,75 + (0,26–0,2) = 3,81 мм. В пределах допуска на зазор ±0,05 мм принимаем толщину новой шайбы, равную 3,8 мм. – установите в толкатель клапана новую регулировочную шайбу маркировкой в сторону толкателя, уберите фиксатор 67.7800.9504 и еще раз проверьте зазор. Если он отрегулирован верно, то щуп толщиной 0,2 или 0,35 мм должен входить с легким защемлением; – последовательно поворачивая коленчатый вал на пол-оборота, что соответствует повороту метки на шкиве распределительного вала на 90°, отрегулируйте зазоры у остальных клапанов, соблюдая очередность, указанную в таблице 2.2; Таблица 2.2 Порядок регулировки зазоров в механизме привода клапанов
– залейте масло в верхнюю часть головки цилиндров, установите крышку головки цилиндров и переднюю крышку зубчатого ремня. | ||||||||||||||||||||||||||